

Dense Phase Pneumatic Conveying
Gentle, Low-Velocity Conveying for Fragile and Abrasive Materials

Dense phase pneumatic conveying systems are controlled conveying solutions based on transporting dry powders and granular materials through a pipeline at low velocity and with a high pressure differential. As the material moves through the line at a higher solids loading, the risk of product degradation is reduced and wear on the pipeline and bends can be kept at a lower level.
Operating Principle
During dense phase conveying, the material may move through the pipeline in plugs or in a wave-like flow pattern. A properly engineered system enables large quantities of material to be conveyed over long distances in a more controlled, gentler, and more efficient manner.
Application Areas
Dilute Phase Pneumatic Conveying
Fast and Flexible Conveying for Free-Flowing Materials

Dilute phase pneumatic conveying systems are fast and flexible solutions based on conveying dry and free-flowing powder or granular materials in suspension through a pipeline by means of air. Operating on the principle of low pressure and high velocity, these systems offer an economical and efficient conveying method.
Operating Principle
A properly designed dilute phase conveying line helps prevent material from settling inside the pipeline, ensures a consistent product flow, and supports controlled feeding to downstream process equipment.
Application Areas
Vacuum Pneumatic Conveying
Clean Product Intake with Dust-Free Operation

Vacuum pneumatic conveying systems enable powders and granular materials to be transferred from one or multiple pickup points to the target equipment through an enclosed pipeline by means of negative pressure. These systems stand out in applications where clean product intake, dust-free operation, and controlled feeding are required.
Operating Principle
Inside the vacuum receiver, the conveyed material is separated from the air stream, while the filtration and filter cleaning arrangement ensures stable system operation. Modular and compact construction offers easy integration and flexible installation in space-limited areas.
Application Areas
Pneumatic Conveying with Screw Pump
Long-Distance Continuous Transfer for Fine Powders
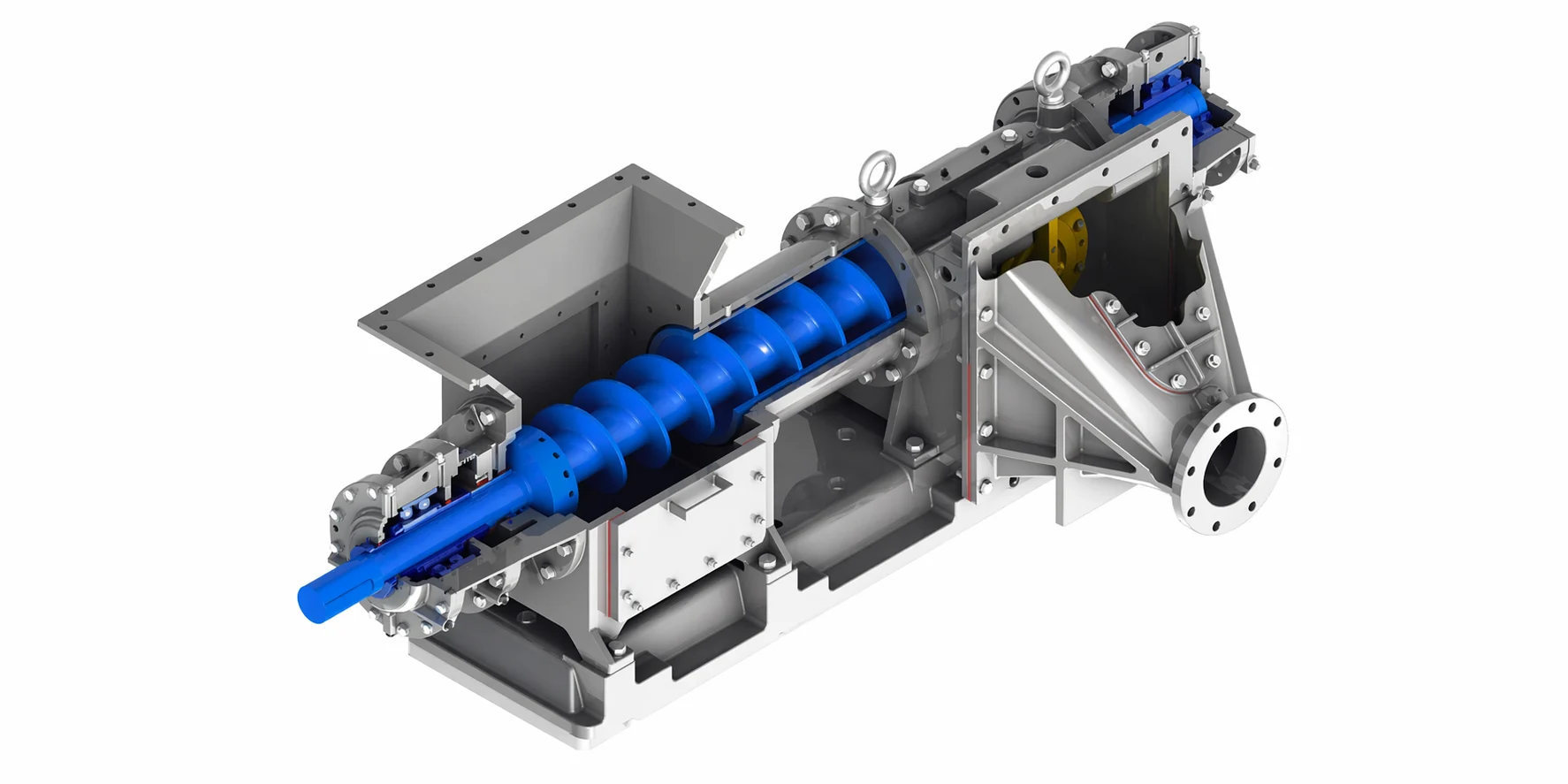
Pneumatic conveying systems with screw pump are designed for the continuous and reliable transfer of dry, free-flowing, and finely ground powder materials through a pressurized conveying line. These systems stand out in applications requiring long-distance transfer, uninterrupted operation, and high operational reliability.
Operating Principle
The screw feeding mechanism delivers material into the conveying line continuously and controlled while minimizing abrasive effects. Its ability to operate at low conveying pressures significantly reduces energy consumption. Working pressure range of approximately -4 to 12 PSI and operating temperatures up to 450°F support reliable use under demanding conditions.